



Axis on Press Brake
Published:
2019-08-09
Once the customer determines the material that they will be bending, the next step in picking the right brake is to look at the number of axes they will want to control (with or without CNC), from the

HOW TO CHOOSE BACK GAUGE CONTROL OR HOW MANY AXIS YOU SHOULD HAVE ?
Once the customer determines the material that they will be bending, the next step in picking the right brake is to look at the number of axes they will want to control (with or without CNC), from the Y-axis (usually available as separate Y1 and Y2 axes) to things like crowning and even sheet following systems, each of which can be considered an axis.
Most customers will probably want to measure their flange length as they bend, so they will want an X-axis back gauge in order to do that. When the inserted material touches the back gauge they know they are at their correct point to bend.
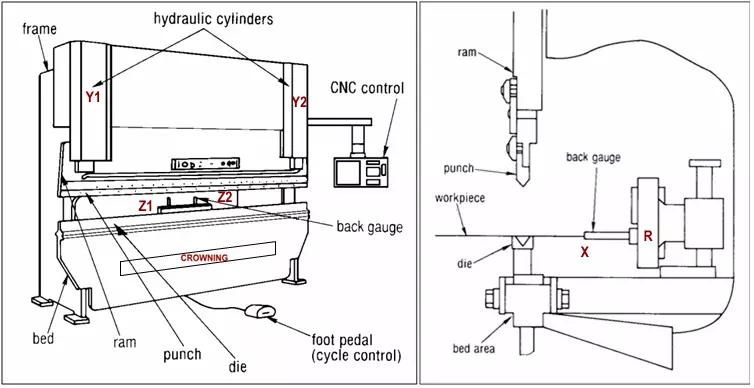
The customer also needs to determine if they are going to be making multiple bends, such as putting a 45° bend into a piece of material and then making another bend further into that same piece. If that’s the case, they will need an R-axis in order to raise the back gauge up and down. They would also need to decide if they want a manual R-axis or a powered R-axis.
Next they need to consider whether or not they will be running small parts on their press brake. For example, if the customer is going to be alternating between 500mm and 3000mm wide pieces, they may want powered Z1 and Z2 fingers so they won’t have to keep manually adjusting the width of the fingers for each different bend.
The customer also needs to see if they will be bending on an angle — for example, if they are bending a flange that is 900mm deep on one side and 600mm on the other side. If that is the case, then they will want a X1 and X2 axis so that they can adjust their press brake on an angle with one fixed finger and a second one that can go plus or minus 300mm. They may also want to consider separate Z1 and Z2 axes to accomplish the same thing.
Crowning must also be considered. Will the customer be bending anything heavy enough that they will need to worry about crown? Most shops will at least occasionally have jobs big enough that crowning will be an issue, so does the customer want to be able to adjust crowning on their bed to compensate for it? If so, do they want manual crowning or CNC crowning? With manual crowning you have a handle on the side of your brake that you adjust by hand and you have to know per job what the crown will be for that material, that width, that length and that thickness. With CNC crowning the control figures all that out for you and adjusts the crown on your press brake accordingly.
Related news
联系我们
CONTACT US
Address: Bowang Industrial Park, Bowang District, Ma'anshan, Anhui
Phone:+86-13359084658
E-mail:rbzg@rbqlty.com
Website:https://www.rbqlty.com/
Online Message
地址:安徽省马鞍山市博望区博望工业园
手机:+86-13359084658
邮箱:rbzg@rbqlty.com
网址:https://www.mtcnc.cn/
Copyright © 2022 Anhui Runbang Heavy Industry Machinery Co.,Ltd.